Plastivision 2020





Every plastic part requires a different manufacturing process and it is different from every product. The injection molding is used to manufacture solid components and on the other side, the blow molding is used to make plastic products with hollow areas like bottles and containers.
The injection stretch blow moulding has the process of injection moulding and blow moulding processes. First, the plastic is moulded into a solid preform to create a threaded bottleneck. After the preform is cooled down it fed into a stretch blow mould machine. After that, the preform is reheated with an infrared heater and blown into a plastic bottle with compressed air.
The Injection and Blow moulding are two core processes for plastic manufacturing. The products made with these processes are widely used in industries like automotive, foodservice packaging, electronics, medical devices, irrigation, dental, firearms, energy, and environmental industries.
For a better understanding of different manufacturing methods, we have provided information about the main types of injection and blow moulding methods used by plastics manufacturers.
The injection moulding is used for the manufacturing of higher volume quantities of plastic products ranging in size from large components to small components where micro-precision is required.
There are many other types of manufacturing methods like thermoplastic injection molding, over-molding, insert molding, cold runner molding, and hot runner molding.
For the thermoplastic injection molding, the thermoplastic polymer is used and it changes to a liquid state when it is heated. The thermoset plastics are cool down into permanent solid. The thermoplastics can be remitted to the liquid after cooling into a solid.
Overmolding or two-shot molding is a process that covers an injection mould over another substance like metal to improve the performance or durability of the product. The rubber-like compound name thermoplastic elastomer (TPE) is widely used for over mould material. The example f TPE in overmold application is the handle grips on a toothbrush. Overmolds can also be used to seal the products with parts made from several injection molds.
Like overmolding the insert molding is an injection moulding process that has two or more components into a single finished product. In the insert injection, a component is inserting into the injection mold cavity and plastic material is filled around the insert. The inserts can add strength to the product and eliminate the need for additional parts to reduce the product weight.
The cold runner molds use a sprue o fill the runners that inject plastic resin into the mould cavity. In the two plate molds, the runner system and parts are attached, and the ejection system may be used to separate the pair from the mould. This cold runner can reduce the waste by recycling and regrinding the material but it is also increasing the total cycle time. The cold runner systems can be used for a wide variety of polymers and also allow for easy color changes.
In the hot runner mould the material is heated and the plastic resin is sent to the material through a gate to fill the mold cavity. The hot runner molds are heated externally and internally. The externally heated molds can be used with a polymer that is less sensitive to thermal variations and internally heated hot runner molds are for better control of material flow.
The hot runner moulding does not require the runners the potential waste materials are reduced and the recycling and regrind the process of virgin plastic does not impact the total run cycle time.
In the blow moulding process, the raw plastic material is shaped into a hollow tube with one open end called a parison. The parison is pressed into a cooled metal mold and compressed air is forced into the parison. When the formed plastic cools down and hardens the metal mold opens and expels the product.
There are mainly three types of blow molding processes.
In the injection blow molding, a blow or core rod is used in the process. First the parison is injected into a split mold cavity around the rod. The parison is formed looks similar to a test tube. The core rod transfers the parison to the blow mold machine where the forced air creates the final shape. After that, the rod then transfers and extrudes the finished product from the machine.
The extrusion blow molding can be continuous or intermittent. In the continuous extrusion blow molding, a parison will constantly be fed into the mold and each form will be cut off with a blade as it forms. In this intermittent extrusion blow molding expels each new plastic from the metal mold when it is cooled and the parison is fed into the mold only after the preceding parison is expelled.
The extrusion blow molds are less expensive than injection blow molds and also manufacture in a shorter time. It is suitable for smaller manufacturing. The advantage of this machine is it is cost saving on tools and shorter production. The disadvantages of this process have lesser control of wall thickness and have a greater amount of scrap material.
The Injection stretch blow molding process is a combination of injection molding and blow molding. First, the plastic is molded into a solid perform to create a threaded bottleneck.
After the preform is cool down it is fed into a stretch blow mold machine. After that, the preform is reheated using an infrared heater and blown into a plastic bottle with forced compressed air.
Plastic bottle making industry is growing day by day as it is used because of its convenience for customers. The blow moulding is the primary manufacturing process for manufacturing plastic bottles.
It is one of the best manufacturing processes for plastic containers via blow molding. In the blow molding process, the plastic is formed via injection, extrusion or stretching the material. The process is starting with the melting of polythene, polypropylene, PVC and other plastics before molding them into the mold and compressed air is blown.
The blow molding process is comparably simple as in the process the granular plastic is feed into storage containers with large motorized threads that rotate and compartmentalize the granules through the heated section. This compartment melts the granules in the heated section. The granules are melts into a liquid and transferred to the mold. In the next step, the air is blown into a mold and inflates the material to the shape of the mould. In the end, the mould is cool down and eject the ready product.
Blow molding is a very interesting process and like all other manufacturing processes, it had risk. The blow molding machines have to satisfy the GMP and OSHA requirements and other universal standards for sealing, bottleneck and thread design. The blow moulding machines are very efficient with production and speed and also it can process materials like EVA, PE, PETG, PP, PS, SAN for electronic devices to manufacture different shapes.
Every process step of blow molding is important. It is important to take care of some products that are sold as airtight, childproof packaging, etc. It is very crucial that blow moulding machines are safe but the operators should have to follow the safety rules.
As we have experienced in pharmaceuticals, food, automotive and other industries require special manufacturing applications.
The well-maintained machinery is important for continuous manufacturing.
The micro-molding blow technology is unique as it is used to manufacture small applications like medicine bottles and other plastic containers. SMP is a leading blow moulding machine provider in India.
There are new scientific testing conducted that shows the PET and HDPE which has a total of 97 percent of all bottles in the North American bottle market can be recycled and reused as new bottles for at least ten times. The first successful experiment was carried by an ESE World B.V in Europe. The next recycling is done in controlled circumstances and controlled by scientists for degradation.
As per the product, the average service life of the product is 10 to 20 years. This means with sustainable production the same recycled plastic has a life of 100 to 200 years.
The company having 30 years of experience in plastic recycling get success in making of cleaning process and additive to make new resin with the same quality of virgin material. On the other side metal and glass can be recycled many times. The increasing life of plastic resin changes the long-term impact of plastic litter.
This issue is continually growing and low recycling rates have to worries. Many consumers are complaining about low recycling rates but the reality is in 2016 there re 1112 million pounds of HDPE waste is collected which is one-third of the possible recovery rate. And it is dropped by 1.1 percent from 2014.
According to the Association of Plastic Recyclers (APR) and American Chemistry Council maximum consumers are unaware of important usefulness, demand and value of recycled plastics.
The plastic bottle recycling rates are highly competitive with aluminum cans. The aluminum cans yield for $0.25 to $0.35 per pound for those who pick them up and collect or take them to the recycling center. For the PET water bottle, it is $0.50 – $0.53 which is roughly double the price for clear, clean PET bottles. And a dime for HDPE.
The solution to this situation is single-use packaging solutions. Governments didn’t come with proper solution. Places like California where some of the plastic bags are banned but the heavier ones are available. Purpose of this is to people reuse those bags which they bought. Some cities find the restaurant for using straws and make the use of straw illegal.
The ban on the manufacturing of plastic containers would stop being made. Consumers are unaware of the risk of using glass breaking i.e shampoo, weight and difficulty of opening tin cans. The shipping cost of glass is higher than the plastic which increases the food prices in retail. Plastic has already proved its benefits.
Manufacturers can make a range of fine quality products with extrusion blow moulding. A maker can manufacture a variety of products as per requirements like bottles, jars, tubing, containers and many more with various sizes and shapes. The products are made with blow mouldings like water bottles, peanut butter jars, specimen jars and also bottles for cooking oil, shampoo and milk.
The single extrusion blow moulding machine produces products for technical, medical, food and beverage, consumer good and many other. The industry experts use this method for making for big plastic drums, storage tanks and many more.
There are two extrusion blow moulding processes one is continuous or intermittent parison process. In this method, the extruder runs continuously and parison. The second process uses an accumulator. In this process of accumulator head blow moulding, the extruder refills the accumulator for the next step.
Here is the guide to produce an extruded product by the continuous method.
As the consistency of the extrusion blow moulding machine, the manufacturer can produce a variety of product without losing the quality. And with this machine, they can make complicated products also.
There are many plastic blow moulding machine manufacturers. If you want to purchase blow moulding machine ask for a free sample. And after that check the quality of the product. Here are some tips which help you to choose a better machine.
Production Design
There is a range of machines are available in the market. And if you plan to purchase one, first check the machine properly that which type of machine available. Knowing about the company that how many types of machine make the company, allows you to choose the proper machine as per your requirements.
Cost and Quality
The company provides good quality machine but it is not suggested to spend more money on a few features. Choose wisely the company that also give service at an affordable price.
How old is the Company?
we suggest that choose the company who have deep knowledge of blow moulding technique and also have professionals. The staff of the company has to be well qualified to maintain the quality of the machine.
Customer Support
First, check the customer support of the company. How good is the company in customer support? Is there any professionals or expert in customer care to provide advice to customers and resolve the problem.
When you are planning to buy extrusion blow moulding machine, make sure you purchase from a well-known manufacturer. The most important thing is the blow moulding machine is run constantly and made various products. Even there everything runs smoothly; the problem is there. There are various reasons behind the problem like using wrong material, a faulty mould or not following the process.
And in this scenario, you directly contact the machine manufacturer which you bought the machine. With the below information you can solve some of the problems by yourself.
The reason behind the oval shape neck and rounded bottoms is formed due to warpage. If there is uneven and insufficient cooling before removing from the mould can be a reason. The solution is to increase the flow. And if the high stock temperature is the reason, drop down in the small increments and check it again.
Make sure that there is no moisture in the melt. And for the solution, warm up the resin to the required temperature to remove moisture from it before it enters in the extruder.
In the extrusion blow moulding machine, sometimes you will find cold spots on the wall of a blown object as non-homogeneous areas. It may due to insufficient back pressure. Another reason is also a non-uniformity in the melt.
When the weld thinning happens the main reason behind is the high stock temperature. It is due to when the mould closes, making the pinch-off and the process doesn’t force into the weld line and there is a weak weld. In the solution, you can slowly reduce the stock temperature on the blow moulding machine. And if this is not helpful, try to adjust the length of pinch-off land.
Many blow moulding machine owners face the problem of tearing. There are various reasons for it. Like the length of the pinch-off land is too long which you have to shorten. There is an also reason for worn pinch-off. The solution is to roll it back temporary or refurbish it.
If there are pits on the bottle surface, the reason is imperfect parison. The subpar mould surface also is a problem. If there is a problem, you will have to refinish it. With the air vent, the parison has enough time when the mould is hot.
It is suggested to buy a blow moulding machine from an experienced company. Also, check the warranty and guaranty of the machine.
First, we have to understand that what is Polymer. It is a class of molecules with large numbers of repeating structural units connected through covalent bonds. So how we know about different polymers? It is differed by repetition of many similar, identical or complementary subunits.
Polyethylene is the first choice for plastic moulding process and the reason is its availability, ease of use and also it has many suitable properties. There is 80-90 percent of polymers used in plastic moulding industry are polyethylene compounds (HDPE, LDPE and LLDPE). And also, PVC, nylons and polypropylene compounds are used.
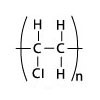
Polyethene is widely used thermoplastic created through polymerization of ethylene.
It is also known as Polyethene, Polythene, PE, LDPE, HDPE, MDPE, LLDPE.
LDPE has a density range of 0.910 – 0.940 g/cm3. LDPE has a high degree of short and long chain branching means the chains do not pack into crystal structures. Due to this, it has less intermolecular forces and the instantaneous-dipole induced-dipole attraction is less. Which means it has lower tensile strength and increased ductility. The LDPE is created by free radical polymerization. LDPE gets its to flow properties from the high degree of branches with long chains.
HDPE has a density of equal or greater than 0.941 g/cm3. It has a low degree of branching gives stronger intermolecular forces and tensile strength. It can be made with chromium/silica catalyst, Ziegler-Natta catalyst or metallocene catalysts.
MDPE has a density range of 0.926 – 0.940 g/cm3. The MDPE can be produced by chromium/silica catalysts, Ziegler-Natta catalysts or metallocene catalysts.
LLDPE has a density range of 0.915 – 0.925 g/cm3. It is a substantially linear polymer and has significant numbers of short branches made by copolymerization of ethylene with a short chain of alpha-olefins like 1-butane, 1-hexene and 1-octene.
Polyvinyl Chloride (PVC)
Polyvinyl Chloride Polymer
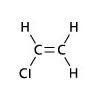
Vinyl Chloride Monomer (VCM)
Polyvinyl Chloride (PVC) is widely used thermoplastic material for various application. To produced it, the required material is derived from Oil and Salt. The vinyl chloride monomer (VCM) is formed by mixing ethylene which is obtained from oil and Chlorine produced by electrolysis of salt water. The VCM molecules are polymerized to form PVC resin and along with different additives made customized PVC compound.
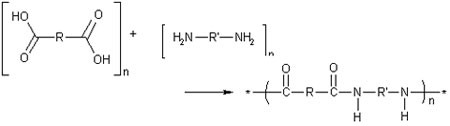
Nylons
Nylon is a group of plastics known as polyamides. It is used in the manufacturing of fiber and film and it is also used as a moulding compound.
There are many types of Nylon available like nylon 6, nylon 66, nylon 6/6-6, nylon 6/9, nylon 6/10, nylon 6/10, nylon 6/12, nylon 11, nylon 12. Nylon is used as homopolymer, copolymer or reinforced. Nylon mixes with other engineering plastics to create required material. It is suitable for injection molding, rotational moulding, casting or extrusion into film or fiber.
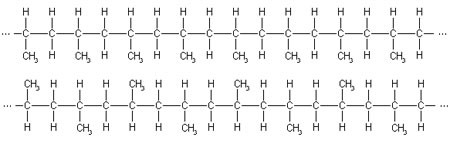
Polypropylene
The thermoplastic polymer, polypropylene also known as polypropene has properties between LDPE and HDPE and it is more versatile material available.
Acrylonitrile Butadiene Styrene
Acrylonitrile Butadiene Styrene (ABS) is an opaque thermoplastic and amorphous polymer. It is a terpolymer consist of Acrylonitrile, Butadiene and Styrene. All these material mixes and creates a product which is flexible and light in weight and it is used in our many daily routine items.
The main benefit of using ABS that it improves impact resistance, toughness and heat resistance. If it is moulded on the high temperature it gives gloss and heat resistance to the product and if it is moulded on the low temperature it gives the highest impact resistance and strength to the product.
ABS is used in drain pipe systems, plastic clarinets, golf clubs heads, automotive parts, kitchen appliances and many more.
Polycarbonate
Polycarbonate plastics are naturally transparent amorphous thermoplastics. It is used in various products but most in where impact resistance and transparency are required like Bullet-Proof Glass. Opposite of different plastics Polycarbonate can goes to large plastic deformation without any crack or breaks.
It is widely used for greenhouses, DVDs, eyewear lenses, medical devices, automotive components and cellular phones.
High Impact Polystyrene
The high impact polystyrene (HIPS) is very popular and tough plastic in polystyrene family. Polystyrene itself is brittle but can be made more impact resistant if mix with other materials. It is made with modifying crystal styrene with rubber which gives it more impact resistance. HIPS is low cost, good dimensional stability and rigidity.
It is highly flammable but there are also flame retardant and high gloss grades are used for injection moulding.











